






ТехноПро – Автоматическое проектирование ТП
Рассмотрим два варианта исполнения кронштейна и их влияние на технологический процесс, автоматически проектируемый в системе ТехноПро. В детали «кронштейн» присутствуют базовая поверхность верхней плоскости, установочные поверхности кронштейна, лапки, паз. На поверхностях детали есть ряд отверстий, предназначенных для фиксации самой детали в сборочной единице и для установки на кронштейн других элементов.
Варианты исполнения детали характеризуются следующим:
- Вариант 1 содержит: паз фасонный, шириной 6h12 мм, с двумя выборками 8х12 мм, габаритный размер детали 22h12 х 22 мм, отверстие под шток диаметром 10F10 мм, координаты крепежных и фиксирующих отверстий изображены на рис. 3.
- Вариант 2, отличается от варианта 1 следующим: паз прямоугольный размером 8H12 х 46H12 мм, выше точность выполнения габаритного размера детали 26f10 х 24 мм, кардинально отличается конфигурация отверстия под шток и его размеры, изображенные на рис. 4.
Для проектирования ТП каждого варианта в «ТехноПро» технологу достаточно открыть чертеж детали и нажать кнопку «Взять с чертежа». Система «ТехноПро» считывает с чертежа значения размеров поверхностей, поля допусков, шероховатости. Затем, технолог нажимает кнопку «Сформировать» и «ТехноПро» в течение одной минуты автоматически проектирует ТП изготовления детали.
Проанализируем ТП изготовления двух вариантов кронштейна, спроектированные по одному ОТП «Кронштейны».
В ТП изготовления 1-го варианта кронштейна:
- в операции «055 Фрезерная» выполняется габаритный размер 22h12;
- в операции «070 Фрезерная» фрезеруются паз размером 6 мм и две симметрично расположенные выборки 8х12 мм;
- в операции «080 Расточная» предварительно сверлится отверстие O 6 мм и окончательно растачивается отверстие O 9,2 мм
Во всех операциях и переходах рассчитываются нормы времени, подбирается оборудование, приспособления, режущий и измерительный инструменты (рис. 6).
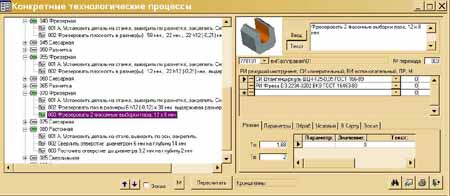
Рис. 6. Маршрут ТП варианта 1 и фрезерная операция 070
Размеры, выполняемые на фрезерных операциях, автоматически рассчитаны с учетом припусков на дальнейшее шлифование. В операции «055 Фрезерная» фрезеруется плоскость в размер 26,2h12, вместо размера по чертежу 26f10, подбирается режущий и мерительный инструменты, производиться расчет норм времени (рис. 7).
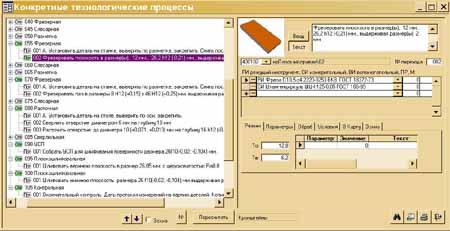
Рис. 7. Маршрут ТП варианта 2 и фрезерная операция 055
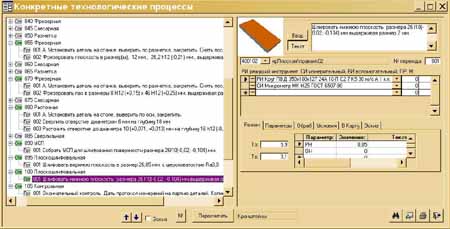
Рис. 8. Маршрут ТП варианта 2 и плоскошлифовальная операция 100
Описание показывает, что в зависимости от конфигурации и свойств конструкции «ТехноПро» может автоматически выбирать различные маршруты, операции, переходы, оснащение, выполнять расчеты технологических размерных цепей, норм и режимов обработки.
На примере видно, что взаимодействие системы ТехноПро с параметрическими САПР позволяет:
- значительно сократить процесс технологической подготовки производства;
- исключить ошибки при передаче данных от конструкторов к технологам;
- проработать все возможные изменения в конструкции детали;
- быстро оценить потребности в трудовых (нормы, разряды, тарифные сетки) и материальных ресурсах (требуемые материалы, оснащение);
- освободить конструктора и технолога от рутинной работы и предоставить им больше возможностей для творческой деятельности.
Для оптимального оснащения подразделений предприятия предлагается комплекс систем ТехноПро версий «Основная», «Стандартная» и «Персональная».